Телефон:
Продавець:
Ціна: грн
Сума: 0 грн.
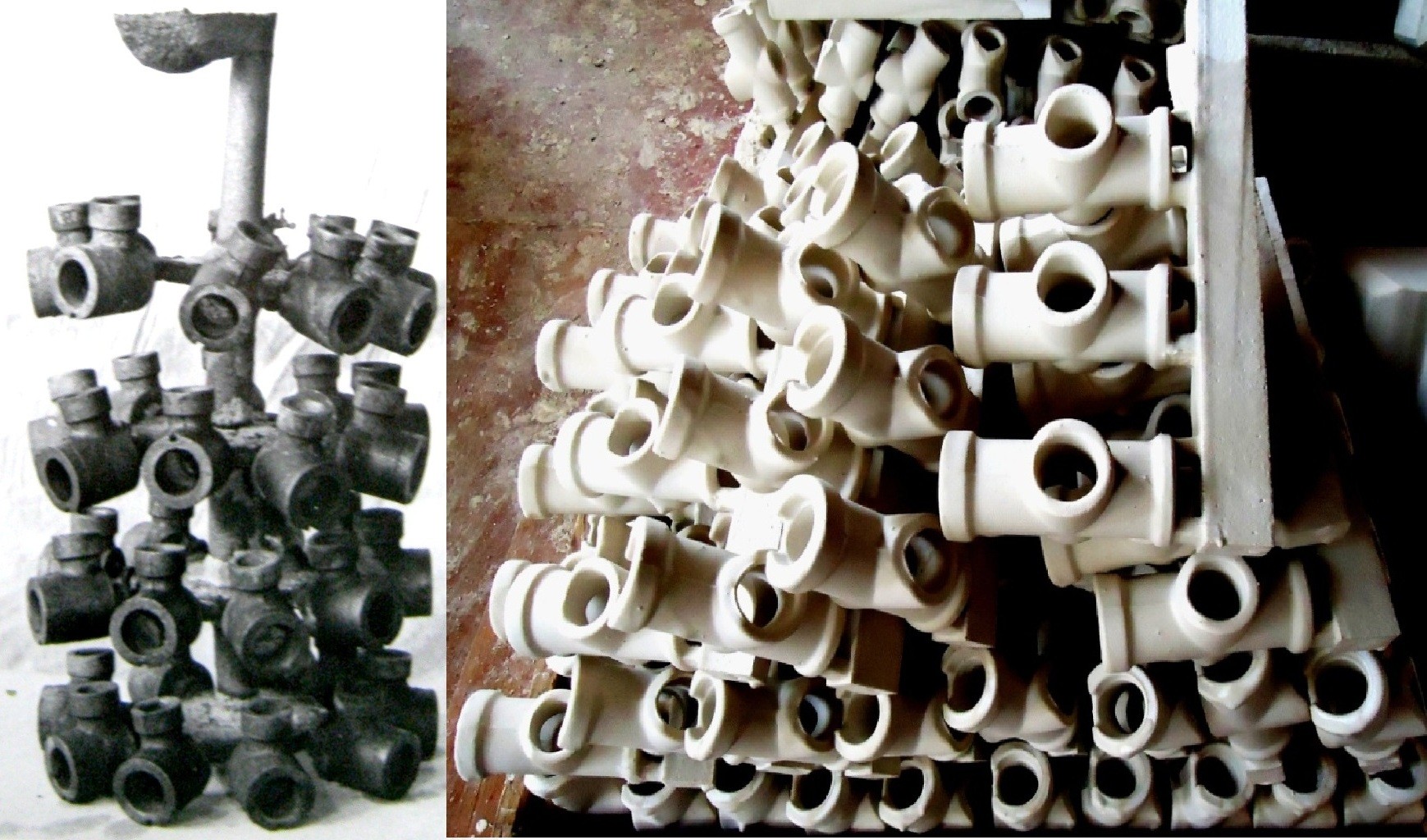
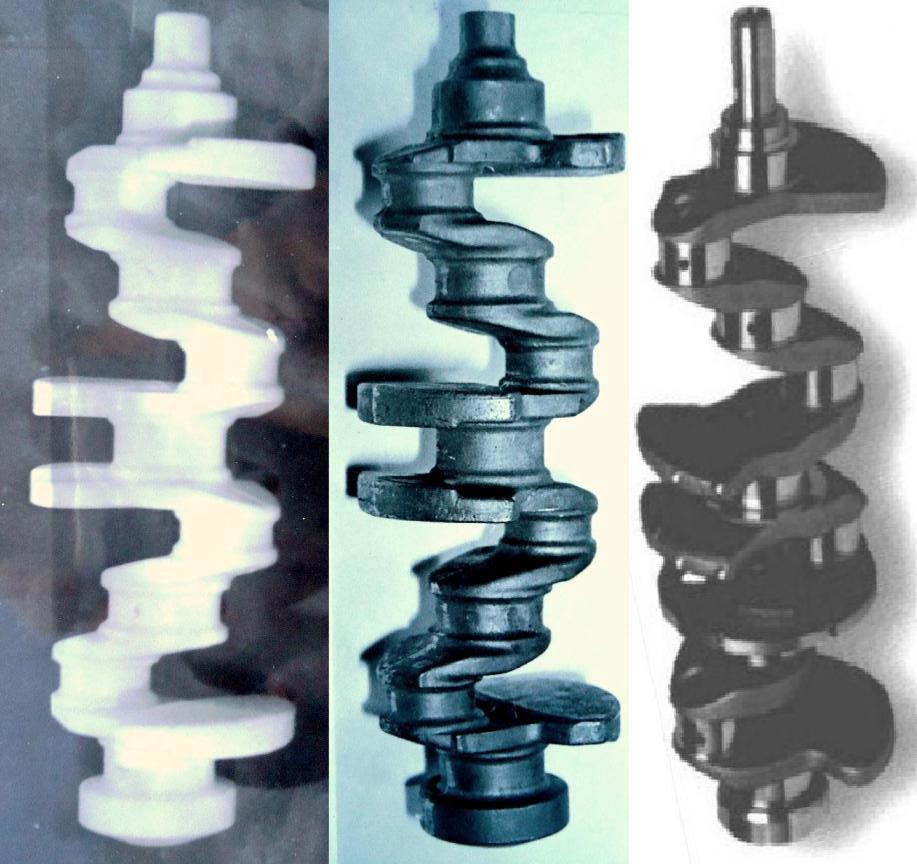
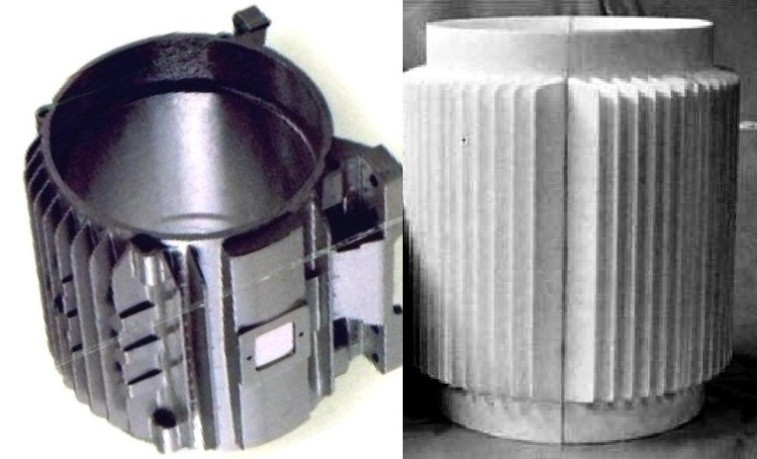
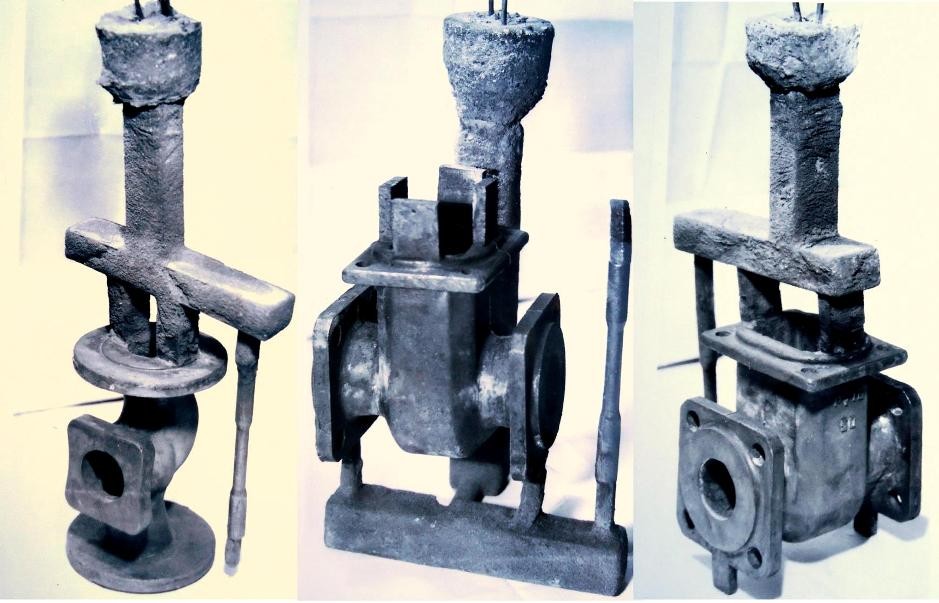
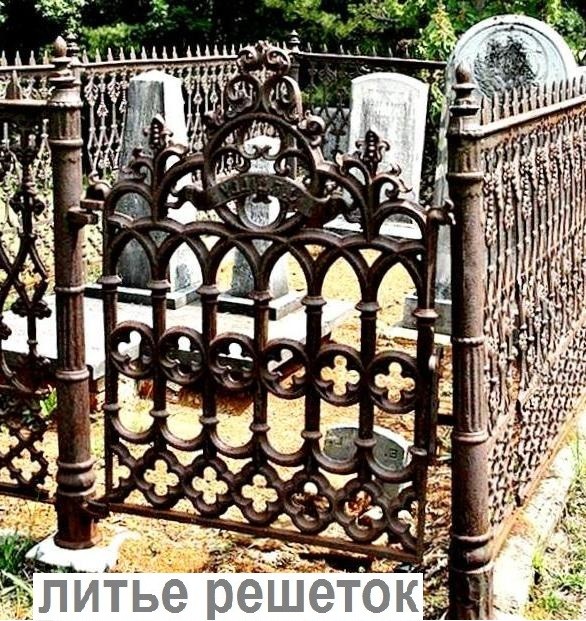
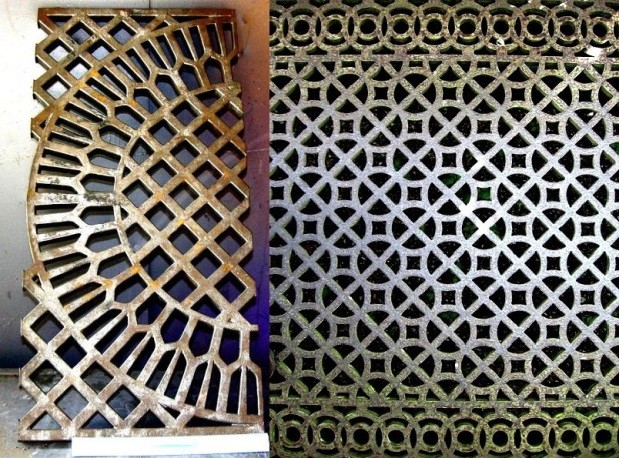
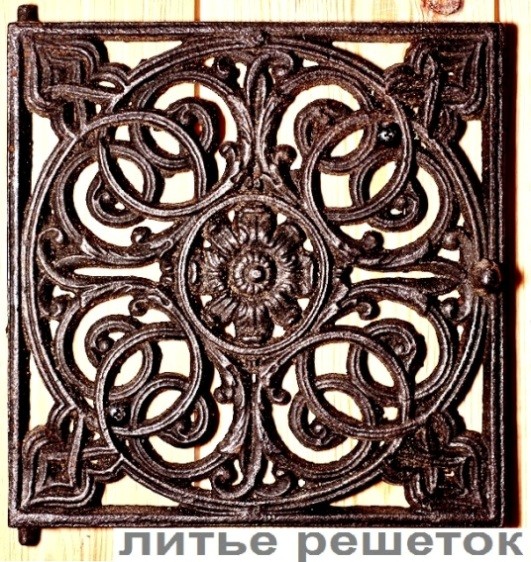
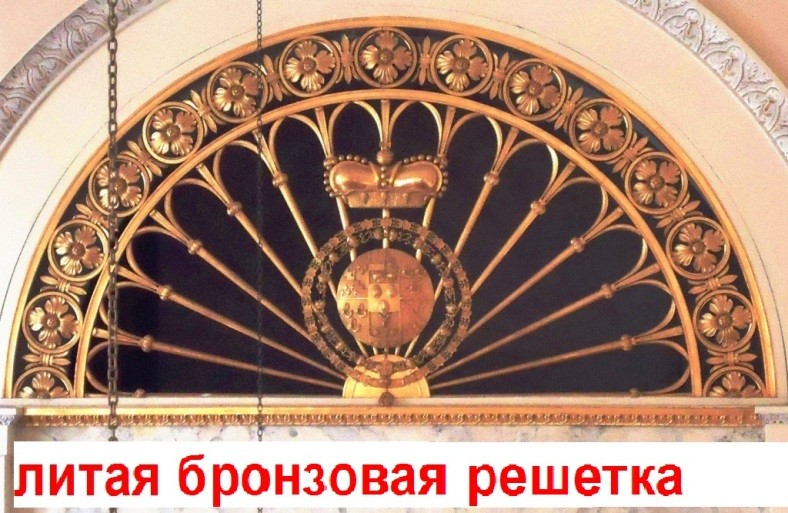
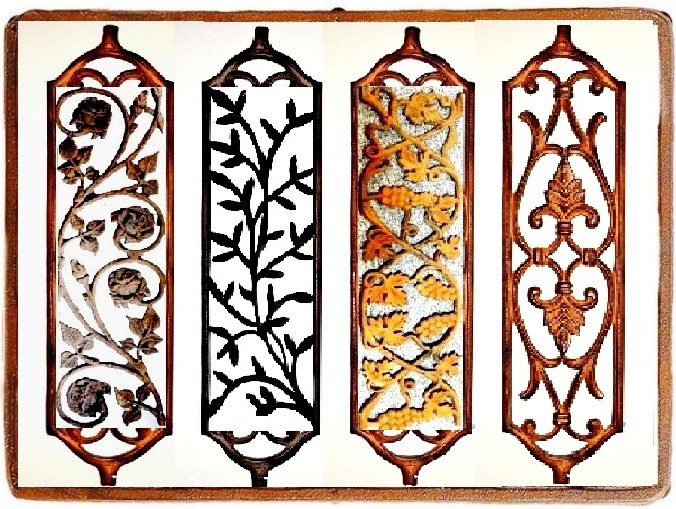
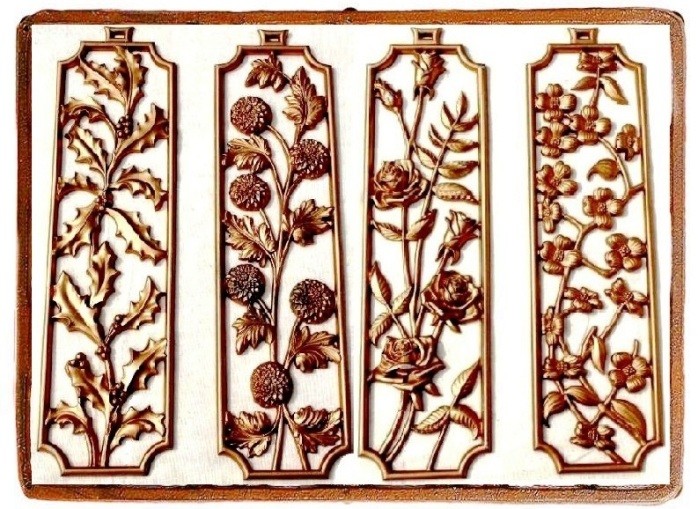
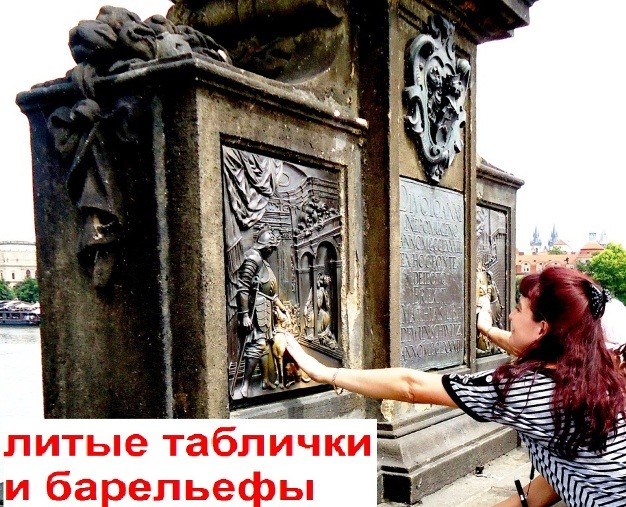
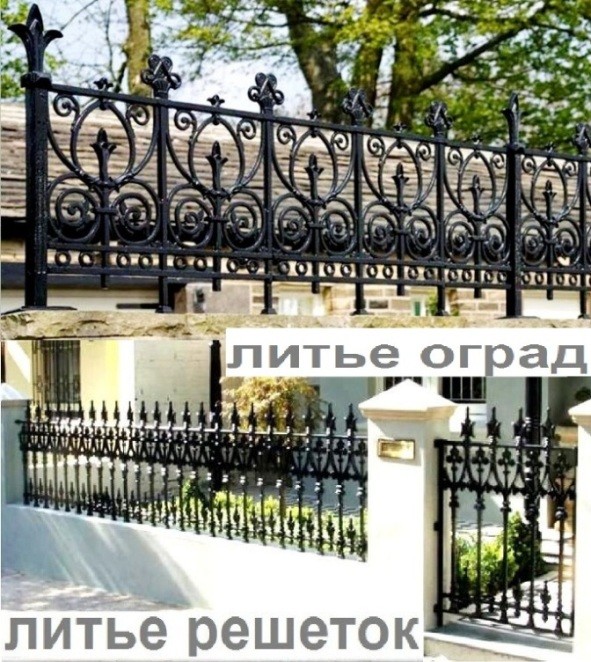
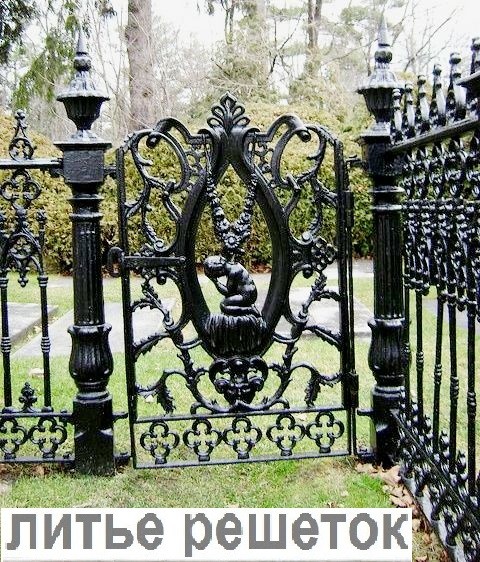
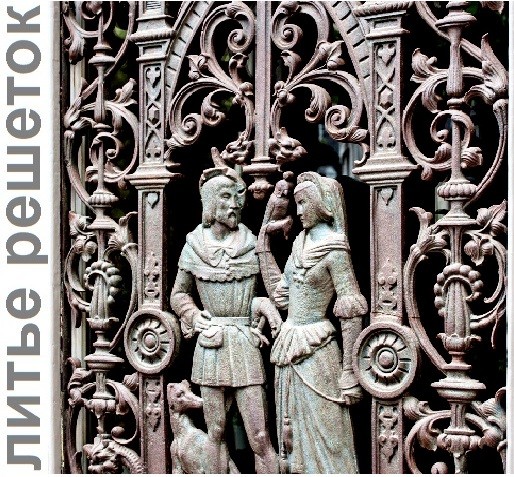
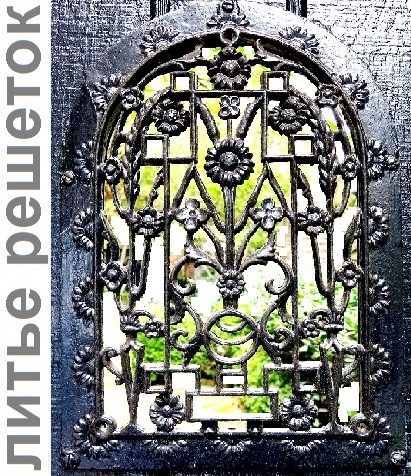
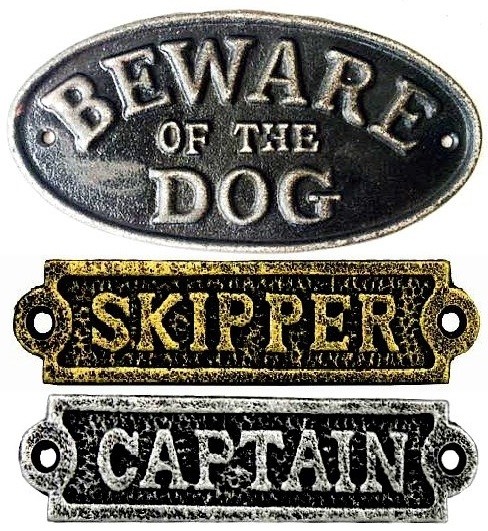
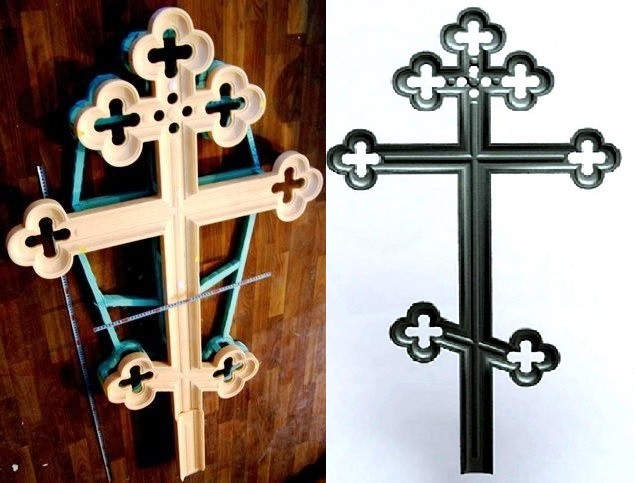
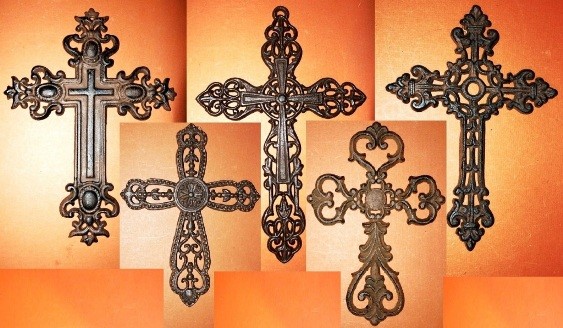
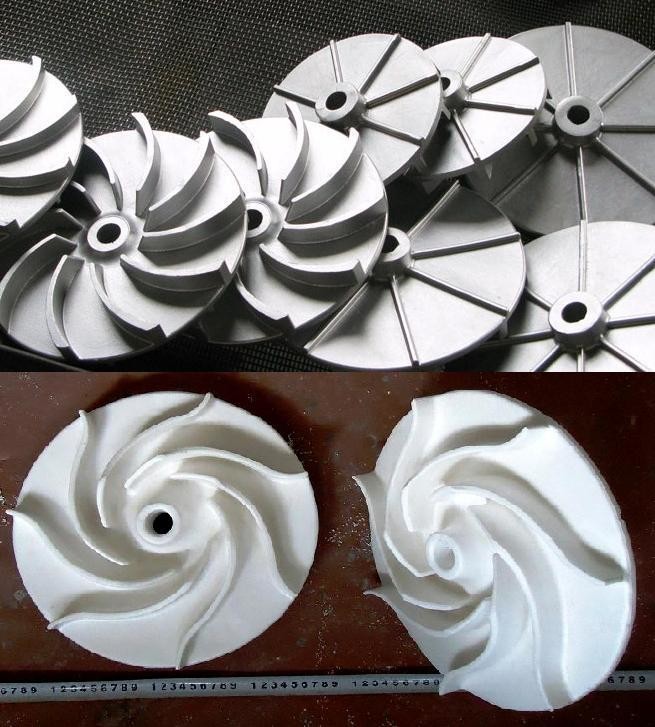
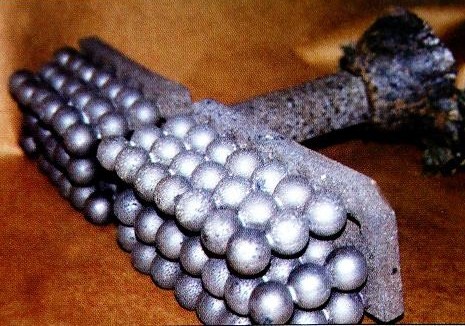
Литье черных и цветных металлов развесом 0,1-1400 кг. Литейный цех института производит отливки из чугуна, стали, алюминия, медных сплавов до 50 т в месяц и выполняет заказы на серийные и разовые детали. Льем декоративные и технические отливки, примем заказ на чугунные гантели, гири, решетки, ограды, барельефы, калитки, ворота, столбики, фонари, скамейки, таблички. Институт ФТИМС проектирует оборудование цехов и участков, разрабатывает для них технологию и оснастку и поставляет полный комплект литейного оборудования с его пуско-наладкой и внедрением технологии. Изготовление пресс-форм для моделей часто выполняют точным литьем. Сост. Влад, doro55v@gmail.com, т. 38-066-1457832









































































































Цей продавець не має доданих товарів
Цей продавець не має доданих оголошень
Цей продавець не має відкритих тендерів
Цей продавець не має відкритих брендів

Заявка на додавання бренду
* Всі поля обов'язкові для заповнення
Напишіть причину Вашої скарги
Перейдіть на платний пакет та отримайте:
Можливість додавати більше товарів, тендерів та оголошень
Більший приорітет ваших оголошень у каталозі
Відсутність зайвої реклами
Заявку на товар успішно додано!
Продавець отримав Вашу заявку на покупку.
Зареєструйтесь, щоб мати можливість:
Додавати оголошення в закладинки
Бути в курсі нових повідомлень
Додавати свої оголошення
Вітаємо з успішною реєстрацією!
На Ваш e-mail надіслано лист з паролем